
The Future Of RNA Manufacturing: Continuous Processing, AI, And Distributed Production (Pt. 3)
By Robert Dream, HDR Company LLC

RNA therapeutics manufacturing is entering a new industrial phase defined not simply by scale, but by intelligence, automation, and manufacturing flexibility.
The first generation of RNA manufacturing proved that therapeutic RNA could be produced rapidly at global scale. The next phase will determine whether the industry can reduce costs, improve accessibility, and support increasingly personalized therapeutic applications.
To achieve this, manufacturers are investing heavily in continuous processing systems, artificial intelligence (AI), modular production infrastructure, and next-generation RNA platforms such as self-amplifying RNA (saRNA) and circular RNA (circRNA).
Collectively, these technologies are reshaping RNA manufacturing into a more adaptive, data-driven, and decentralized biomanufacturing ecosystem.
Moving Beyond Batch Manufacturing
Traditional RNA production has largely relied on batch processing. In batch systems, IVT, purification, and formulation are conducted as separate operations with defined production lots.
While this approach enabled rapid commercialization of mRNA vaccines, it also introduced inefficiencies related to:
- downtime between batches
- large facility footprints
- manual handling steps
- higher contamination risk
- complex process transfers
Continuous manufacturing strategies aim to address these limitations.
Continuous RNA Manufacturing
Continuous RNA manufacturing integrates synthesis, purification, and formulation into a streamlined, uninterrupted workflow.
Emerging systems now incorporate:
- continuous IVT
- continuous purification
- integrated LNP formulation
- real-time process monitoring
In continuous IVT systems, substrates are continuously supplied while RNA product is continuously removed. This creates more stable production kinetics and reduces interruptions between manufacturing cycles.
Continuous purification platforms remove impurities in real time, while integrated formulation systems directly connect RNA synthesis to downstream nanoparticle assembly.
Potential advantages include:
- reduced production cost
- smaller manufacturing facilities
- faster turnaround times
- lower contamination risk
- improved scalability
The shift toward continuous processing reflects broader trends already seen in other advanced biopharmaceutical manufacturing sectors.
Artificial Intelligence In RNA Manufacturing
AI is rapidly becoming one of the most influential enabling technologies in RNA therapeutics manufacturing. The complexity of RNA sequence design and process optimization generates enormous quantities of manufacturing data that are increasingly difficult to manage through conventional approaches. AI systems are now being deployed across multiple stages of RNA development and production.
Sequence Optimization
AI-driven tools can optimize:
- codon usage
- untranslated region design
- secondary structure stability
- translation efficiency
- immunogenicity profiles
These systems help manufacturers improve protein expression while reducing undesirable immune activation.
Process Control
AI platforms are increasingly integrated into IVT and downstream purification workflows. Real-time manufacturing data from sensors and process equipment can be analyzed continuously to maintain optimal operating conditions. These systems may help identify process deviations before product quality is affected.
Predictive Analytics
Manufacturers are also using predictive analytics to forecast:
- batch yield
- process variability
- failure risk
- raw material utilization
- equipment performance
These approaches are gradually transforming RNA manufacturing into a more predictive and adaptive production environment.
Mechanistic Modeling And Digital Manufacturing
Some of the most advanced RNA manufacturing systems now combine machine learning with mechanistic biochemical modeling.
These hybrid frameworks aim to improve predictions involving:
- IVT efficiency
- RNA integrity
- impurity formation
- purification performance
- formulation behavior
Researchers are also developing language-model-inspired approaches capable of analyzing RNA sequences in ways conceptually similar to natural language processing.
These systems may eventually accelerate optimization of RNA stability, translation efficiency, and manufacturability simultaneously.
Regulatory Evolution
The rapid expansion of RNA therapeutics has forced regulators worldwide to adapt existing pharmaceutical frameworks.
RNA manufacturing now operates within increasingly specialized regulatory environments that emphasize:
- sequence identity
- impurity characterization
- sterility assurance
- potency testing
- stability evaluation
The COVID-19 pandemic accelerated the development of RNA-specific guidance documents and comparability frameworks. As the industry matures, regulators are expected to place increasing emphasis on process consistency, digital traceability, and advanced analytical characterization.

Economics Of RNA Manufacturing
RNA therapeutics manufacturing differs economically from traditional biologics production in several important ways. Compared with cell-culture-based biologics, RNA manufacturing offers:
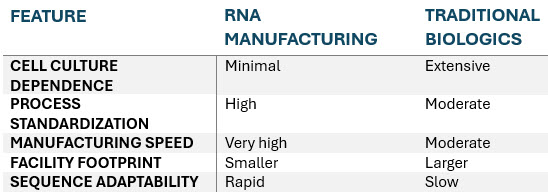
Despite these advantages, RNA manufacturing still faces significant cost pressures. Major cost drivers include:
- specialty ionizable lipids
- GMP-grade enzymes
- cold-chain storage
- analytical characterization
- single-use consumables
Reducing these costs remains essential for long-term commercialization and global accessibility.
Self-Amplifying RNA (saRNA)
Self-amplifying RNA represents one of the most promising next-generation RNA platforms. Unlike conventional mRNA, saRNA can replicate intracellularly after delivery. This dramatically reduces dose requirements.
Potential manufacturing advantages include:
- lower production volumes
- reduced manufacturing costs
- expanded vaccine access
- faster pandemic response capacity
These characteristics make saRNA particularly attractive for infectious disease applications and large-scale immunization programs.
Circular RNA (circRNA)
Circular RNA is another rapidly emerging platform. Because circRNA lacks free molecular ends, it is inherently more resistant to exonuclease degradation.
Potential advantages include:
- improved stability
- longer protein expression duration
- enhanced storage robustness
However, large-scale circRNA manufacturing remains technically challenging. Efficient and reproducible RNA circularization at industrial scale continues to be a major technical hurdle.
Distributed Manufacturing
One of the most transformative long-term trends may be the rise of distributed RNA manufacturing. Unlike traditional biologics facilities that require enormous centralized infrastructure, RNA manufacturing is inherently modular and highly adaptable.
Experts increasingly envision regional manufacturing hubs capable of supporting:
- rapid local vaccine production
- pandemic surge response
- personalized oncology therapeutics
- decentralized manufacturing networks
This model could fundamentally reshape global pharmaceutical supply chains.
Instead of relying solely on a small number of centralized mega-facilities, future RNA manufacturing may operate through interconnected regional production systems capable of responding rapidly to local healthcare needs.
The Next Industrial Phase Of RNA Therapeutics
The RNA sector is now transitioning from emergency-driven expansion into long-term industrial maturation. The next generation of manufacturing innovation will likely focus on:
- Automation
- Continuous processing
- AI-guided optimization
- Flexible modular facilities
- Advanced analytical systems
- Next-generation delivery technologies
As these technologies converge, RNA manufacturing may become one of the most agile and scalable production systems in pharmaceutical history.
Conclusion
RNA manufacturing has already transformed global biopharmaceutical development. What began as a specialized laboratory capability has evolved into a highly strategic industrial platform capable of supporting vaccines, oncology therapeutics, rare disease treatments, and precision medicine applications.
The next phase of growth will depend on whether the industry can successfully integrate continuous processing, AI-driven manufacturing, modular production systems, and next-generation RNA platforms into scalable commercial infrastructure.
The organizations that solve these challenges will help define the future of modern therapeutics manufacturing.
This three-part series explored the rapidly evolving industrial landscape of RNA therapeutics manufacturing. Together, this series provided a comprehensive look at how RNA manufacturing is evolving from an emergency-response capability into one of the most strategically important and technologically sophisticated sectors in the global pharmaceutical industry.
If you missed Part 1 or Part 2.
About The Author:
 Robert Dream is a recognized industry leader with over 35 years of experience in the life sciences sector, including executive leadership roles. He has successfully led projects, optimized processes, and scaled products by leveraging operational excellence and deep technological expertise. Business-minded and strategically focused, Dream brings functional knowledge across manufacturing, supply chain, and regulatory domains. His background includes extensive hands-on and senior executive experience in therapeutic biotechnology and biological product manufacturing at world-leading organizations. A prolific contributor to the industry, Dream has authored numerous articles, industry guidances, and delivered many presentations.
Robert Dream is a recognized industry leader with over 35 years of experience in the life sciences sector, including executive leadership roles. He has successfully led projects, optimized processes, and scaled products by leveraging operational excellence and deep technological expertise. Business-minded and strategically focused, Dream brings functional knowledge across manufacturing, supply chain, and regulatory domains. His background includes extensive hands-on and senior executive experience in therapeutic biotechnology and biological product manufacturing at world-leading organizations. A prolific contributor to the industry, Dream has authored numerous articles, industry guidances, and delivered many presentations.