
RNA Manufacturing Foundations: From DNA Templates To In Vitro Transcription (Pt. 1)
By Robert Dream, HDR Company LLC

RNA therapeutics have rapidly transformed from an experimental scientific concept into one of the most commercially significant sectors in modern biopharmaceutical manufacturing. While messenger RNA (mRNA) vaccines became the public face of RNA technology during the COVID-19 pandemic, the broader RNA manufacturing ecosystem now supports a rapidly expanding range of therapeutic modalities, including self-amplifying RNA (saRNA), circular RNA (circRNA), small interfering RNA (siRNA), antisense oligonucleotides (ASOs), and guide RNAs for gene editing systems.
The industrialization of RNA therapeutics represents a fundamental shift in pharmaceutical manufacturing philosophy. Traditional biologics manufacturing relies heavily on living cell fermentation systems that often require long production cycles, extensive bioreactor infrastructure, and highly variable biological conditions. RNA manufacturing, by contrast, is largely enzymatic and cell-free, enabling rapid process adaptation, highly standardized workflows, and accelerated scale-up.
This transition has positioned RNA manufacturing as one of the most strategically important bioprocessing sectors in the life sciences industry.
Why RNA Manufacturing Is Different
Conventional biologics such as monoclonal antibodies depend on mammalian or microbial cell culture systems that may require weeks of upstream processing before purification even begins. RNA therapeutics are fundamentally different. Most are produced enzymatically through in vitro transcription (IVT), a cell-free biochemical reaction capable of generating therapeutic RNA within hours.
This difference dramatically alters manufacturing economics, facility design, process control strategies, and scalability.
Today’s RNA landscape includes multiple therapeutic classes:
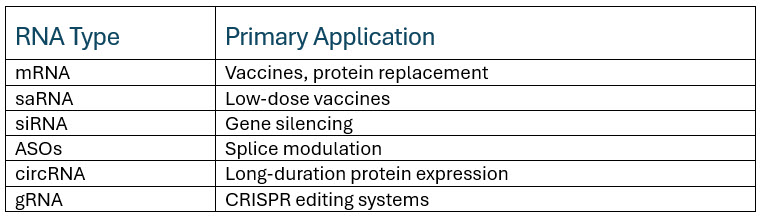
The global success of mRNA vaccines demonstrated that RNA therapeutics could be designed, manufactured, and deployed at unprecedented speed. That achievement accelerated investment across the entire RNA manufacturing infrastructure landscape.
The Core RNA Manufacturing Workflow
Despite differences among RNA modalities, most manufacturing workflows follow a similar sequence of upstream and downstream operations.
The process typically includes:
- DNA template preparation
- in vitro transcription (IVT)
- RNA purification
- lipid nanoparticle (LNP) formulation
- fill/finish operations
- quality control and release testing.
The manufacturing process begins with the preparation of a DNA template containing the therapeutic coding sequence, promoter elements, untranslated regions (UTRs), and poly(A) tail components.
This template then enters the IVT reaction, where RNA polymerase enzymatically synthesizes RNA using nucleotide triphosphates as substrates.
A simplified transcription reaction can be represented as:

In this reaction, PPᵢ represents inorganic pyrophosphate, the phosphate byproduct released during nucleotide incorporation. The rapid hydrolysis of pyrophosphate helps drive transcription forward thermodynamically, contributing to the efficiency of RNA synthesis.
Following transcription, the crude RNA mixture contains multiple impurities, including residual DNA template, enzymes, truncated transcripts, and double-stranded RNA contaminants. Downstream purification and formulation operations are therefore essential for generating clinical-grade material.
Plasmid DNA: The Upstream Foundation
Plasmid DNA manufacturing remains one of the most critical upstream stages in RNA production because plasmids serve as the transcription template for IVT.
Most workflows begin with bacterial fermentation, typically using Escherichia coli engineered to amplify plasmids containing the therapeutic sequence and associated regulatory elements.
The process generally involves:
- bacterial fermentation
- plasmid amplification
- cell harvest and lysis
- chromatographic purification
- restriction enzyme linearization.
Several critical quality attributes must be tightly controlled throughout plasmid manufacturing:
- supercoiled purity
- endotoxin levels
- residual host-cell DNA
- sequence fidelity.
The COVID-19 pandemic exposed major limitations in global plasmid manufacturing capacity. Traditional fermentation systems had never been designed to support billion-dose vaccine campaigns.
As a result, manufacturers accelerated development of next-generation upstream systems, including:
- high-copy plasmid technologies
- cell-free DNA amplification
- synthetic DNA manufacturing platforms.
These technologies are designed to reduce dependency on conventional bacterial fermentation and improve manufacturing flexibility.
Some companies have already begun transitioning toward synthetic upstream production systems capable of shortening manufacturing timelines and reducing scale-up complexity.
In Vitro Transcription: The Engine Of RNA Manufacturing
In vitro transcription is the central biochemical engine of RNA therapeutics manufacturing.
Unlike traditional biologics manufacturing, IVT occurs entirely in a controlled, cell-free environment. This allows rapid production cycles, simplified process control, and exceptional adaptability.
A typical IVT reaction contains:
- linearized DNA template
- T7 RNA polymerase
- ATP, CTP, GTP, and UTP
- magnesium ions
- buffer systems
- capping reagents.

The T7 polymerase recognizes a promoter sequence and catalyzes RNA synthesis through sequential nucleotide incorporation.
A simplified IVT reaction can be represented as:

Because IVT is highly modular, manufacturers can rapidly redesign RNA sequences without fundamentally altering the production platform itself. This flexibility became one of the defining advantages of RNA technology during pandemic vaccine development.
However, transcript quality depends heavily on correct engineering of the RNA molecule itself.
Why RNA Capping Matters
One of the most critical features of therapeutic mRNA is the structure located at the 5′ end of the transcript.
Proper capping is essential for:
- translation efficiency
- RNA stability
- reduced innate immune activation
- improved protein expression.
Uncapped or improperly capped RNA can trigger pattern recognition receptors that interpret the molecule as foreign or viral.
Modern manufacturing platforms therefore rely on advanced capping technologies to maximize transcript functionality while minimizing unwanted immunogenicity.
Several major capping approaches are now widely used:
Co-Transcriptional Capping
Cap analogs are incorporated directly during RNA synthesis, streamlining the manufacturing workflow.
Enzymatic Capping
Specialized enzymes add cap structures after transcription, improving cap fidelity and efficiency.
CleanCap Technologies
These systems improve transcript uniformity and increase capping efficiency at industrial scale.
SmartCap Systems
Newer cap analog platforms are designed to increase manufacturing flexibility and reduce intellectual property constraints associated with older chemistries.
Capping technologies have become a major area of innovation because they directly influence potency, manufacturability, and regulatory performance.
The Rise Of Platform Manufacturing
One of the defining features of RNA therapeutics manufacturing is platform flexibility.
Traditional biologics often require major process redevelopment when therapeutic targets change. RNA platforms, by contrast, can frequently preserve the same manufacturing workflow while simply swapping the encoded sequence.
This platform-based model offers several advantages:
- faster development timelines
- reduced process redevelopment
- standardized facilities
- simplified scale-up
- rapid pandemic responsiveness.
The COVID-19 pandemic validated this concept at global scale.
Once manufacturing infrastructure was established, companies could rapidly adapt vaccine constructs to emerging viral variants without rebuilding the entire production process.
This ability to decouple manufacturing infrastructure from therapeutic sequence design is now reshaping the economics of modern pharmaceutical development.
Remaining Manufacturing Bottlenecks
Despite remarkable progress, major technical and industrial bottlenecks remain.
These include:
- plasmid manufacturing capacity
- dsRNA contamination
- raw material shortages
- cold chain requirements
- lipid supply constraints
- analytical complexity.
The pandemic also exposed vulnerabilities in global supply chains for enzymes, nucleotides, disposable plastics, and ionizable lipids.
As a result, many manufacturers are pursuing vertically integrated manufacturing strategies to gain greater control over upstream materials and production continuity.
Conclusion
RNA manufacturing has evolved from a niche laboratory capability into one of the most strategically important manufacturing sectors in the global pharmaceutical industry.
The rise of cell-free production systems, advanced capping technologies, synthetic DNA platforms, and modular IVT workflows has fundamentally changed how therapeutics can be designed and industrialized.
Yet the field remains in rapid transition.
As RNA modalities diversify and demand continues to grow, manufacturers must continue improving scalability, consistency, and supply chain resilience while maintaining the speed and flexibility that made RNA therapeutics transformative in the first place.
In Part 2 of this series, we will examine the downstream industrialization of RNA therapeutics, including purification technologies, lipid nanoparticle formulation, GMP facility design, and the operational realities of large-scale RNA manufacturing.
This three-part series explores the rapidly evolving industrial landscape of RNA therapeutics manufacturing. Together, this series provides a comprehensive look at how RNA manufacturing is evolving from an emergency response capability into one of the most strategically important and technologically sophisticated sectors in the global pharmaceutical industry.
Watch for Part 2 next month.
About The Author:
 Robert Dream is a recognized industry leader with over 35 years of experience in the life sciences sector, including executive leadership roles. He has successfully led projects, optimized processes, and scaled products by leveraging operational excellence and deep technological expertise. Business-minded and strategically focused, Dream brings functional knowledge across manufacturing, supply chain, and regulatory domains. His background includes extensive hands-on and senior executive experience in therapeutic biotechnology and biological product manufacturing at world-leading organizations. A prolific contributor to the industry, Dream has authored numerous articles, industry guidances, and delivered many presentations.
Robert Dream is a recognized industry leader with over 35 years of experience in the life sciences sector, including executive leadership roles. He has successfully led projects, optimized processes, and scaled products by leveraging operational excellence and deep technological expertise. Business-minded and strategically focused, Dream brings functional knowledge across manufacturing, supply chain, and regulatory domains. His background includes extensive hands-on and senior executive experience in therapeutic biotechnology and biological product manufacturing at world-leading organizations. A prolific contributor to the industry, Dream has authored numerous articles, industry guidances, and delivered many presentations.